






Core Functions
-
Efficient Heat Dissipation: Releases heat through refrigerant condensation, ensuring stable internal temperatures in the cold room.
-
Corrosion Resistance: Suitable for high-humidity environments in cold rooms, extending equipment lifespan.
-
Heat Exchange Efficiency: Optimized design ensures efficient heat transfer, enhancing refrigeration system performance.

Key Features
-
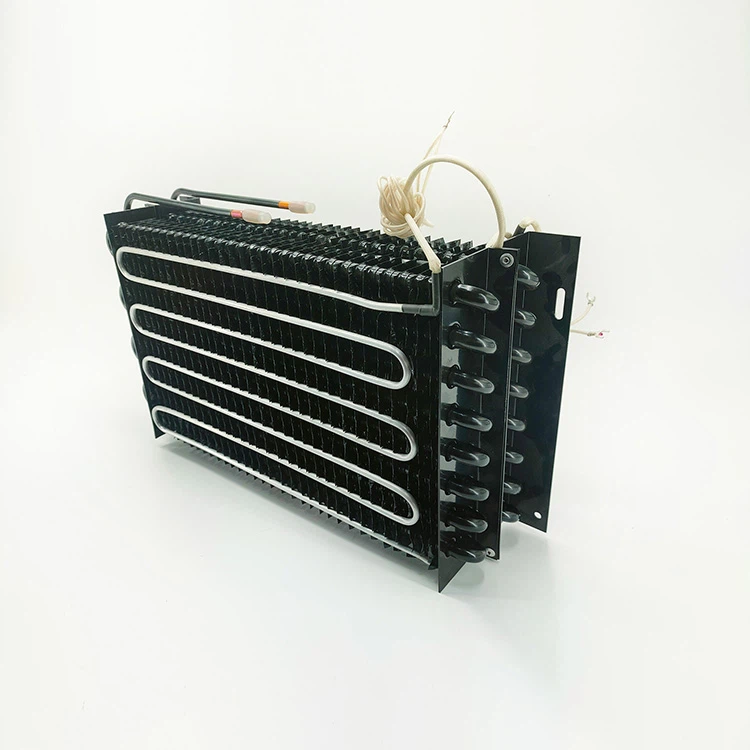
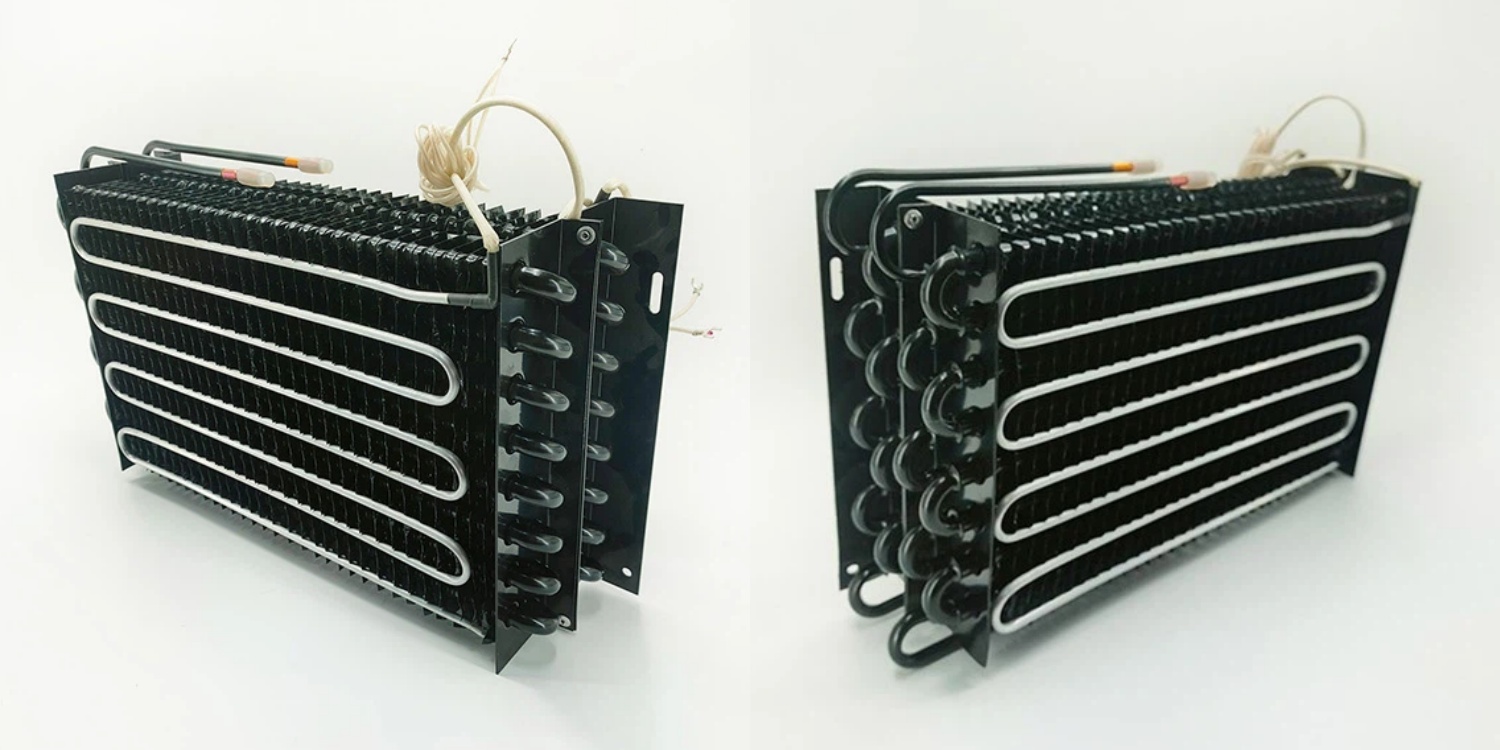
High Thermal Conductivity: Utilizes copper tubes with aluminum fins or stainless steel for superior heat exchange efficiency.
-
Corrosion Resistance: Features anti-corrosion treatment, suitable for high-humidity environments, extending service life.
-
Robust Structure: Designed for high-load operation, ensuring long-term reliability.
-
Versatility: Compatible with various refrigerants (e.g., R404A, R507A, R22).
Technical Specifications
-
Material: Copper tubes with aluminum fins / Stainless steel
-
Refrigerant Type: R404A, R507A, R22, etc.
-
Operating Temperature Range: -50°C to +50°C
-
Compatible Equipment: Cold room refrigeration systems

Applications
-
Food Refrigeration: Frozen meat, seafood, dairy products, etc.
-
Pharmaceutical Storage: Temperature-sensitive medicines and biologics.
-
Industrial Cooling: Low-temperature storage needs in chemical and food processing industries.

Product Benefits
-
Energy Efficiency: Optimized design reduces energy consumption and operational costs.
-
Reliability and Durability: High-quality materials and corrosion resistance ensure long-term stable operation.
-
High-Humidity Adaptability: Specifically designed for cold rooms, suitable for high-humidity environments.
-
Easy Maintenance: Modular design simplifies cleaning and maintenance processes, reducing downtime.

Installation & Maintenance
-
Installation: Detailed installation guidelines and professional technical support ensure proper setup and operation.
-
Maintenance: Regular cleaning of fins and system checks ensure efficient operation and long lifespan.





