

Core Functions
- Efficient Heat Dissipation: Releases heat through refrigerant condensation, ensuring efficient system operation.
- Corrosion Resistance: Suitable for harsh environments like high humidity and chemical corrosion, extending service life.
- Heat Exchange Efficiency: Optimized design ensures efficient heat transfer, enhancing system performance.
Key Features
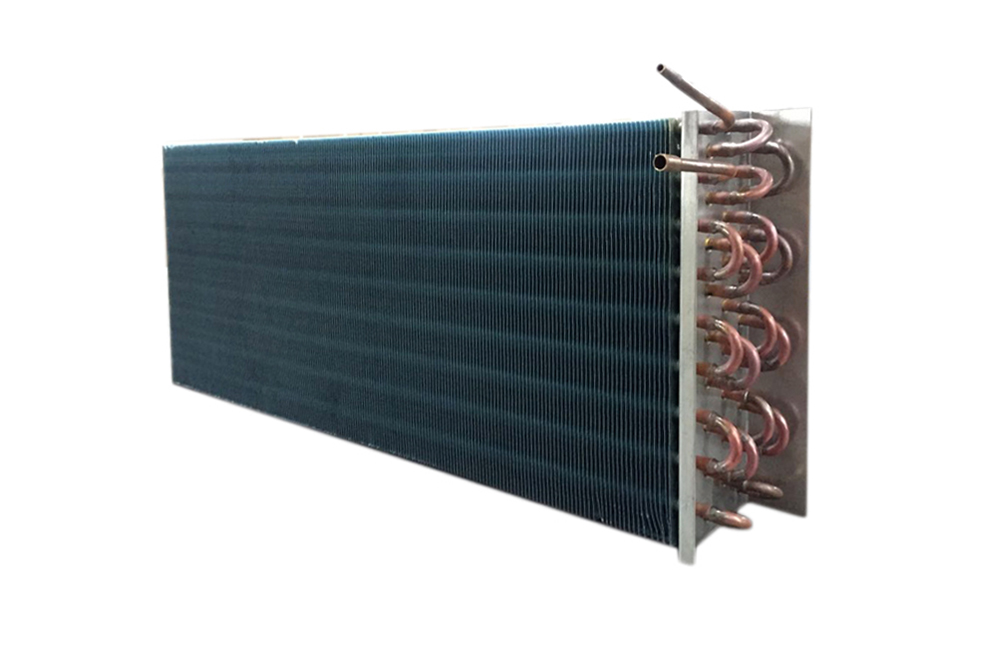
- High Thermal Conductivity: Utilizes copper tubes with aluminum fins or stainless steel for superior heat exchange efficiency.
- Corrosion Resistance: Features anti-corrosion treatment, suitable for various chemicals and high-humidity environments.
- Robust Structure: Designed for high-pressure and high-load operation, ensuring long-term reliability.
- Versatility: Compatible with various refrigerants (e.g., R134a, R404A, R22).
Technical Specifications
- Material: Copper tubes with aluminum fins / Stainless steel
- Refrigerant Type: R134a, R404A, R22, etc.
- Operating Temperature Range: -50°C to +150°C
- Compatible Equipment: Industrial refrigeration units, cooling systems
Applications
- Chemical Industry: Reactor cooling, heat recovery systems, etc.
- Food Processing: Pasteurization, cooling, and heating systems.
- Pharmaceutical Industry: Temperature control in drug production.
- Energy Industry: Power plant cooling systems, heat pump systems, etc.
Product Benefits
- Energy Efficiency: Optimized design reduces energy consumption and operational costs.
- Reliability and Durability: High-quality materials and corrosion resistance ensure long-term stable operation.
- Harsh Environment Adaptability: Corrosion resistance and robust design make it suitable for high humidity, chemical corrosion, and other challenging conditions.
- Easy Maintenance: Modular design simplifies cleaning and maintenance processes, reducing downtime.
Certificate of honor 荣誉证书

Product superiority 产品优势

Factory actual shoot 工厂实拍

Service process 服务流程

Packaging transportation 包装运输

Previous
Copper Tube/Copper Fin Condenser





