

Core Functions
- Evaporator Coil: Absorbs heat through refrigerant evaporation, lowering air or liquid temperature.
- Condenser Coil: Releases heat through refrigerant condensation, expelling heat from the system.
- Heat Exchange Efficiency: Optimized design ensures efficient heat transfer, enhancing system performance.
Key Features
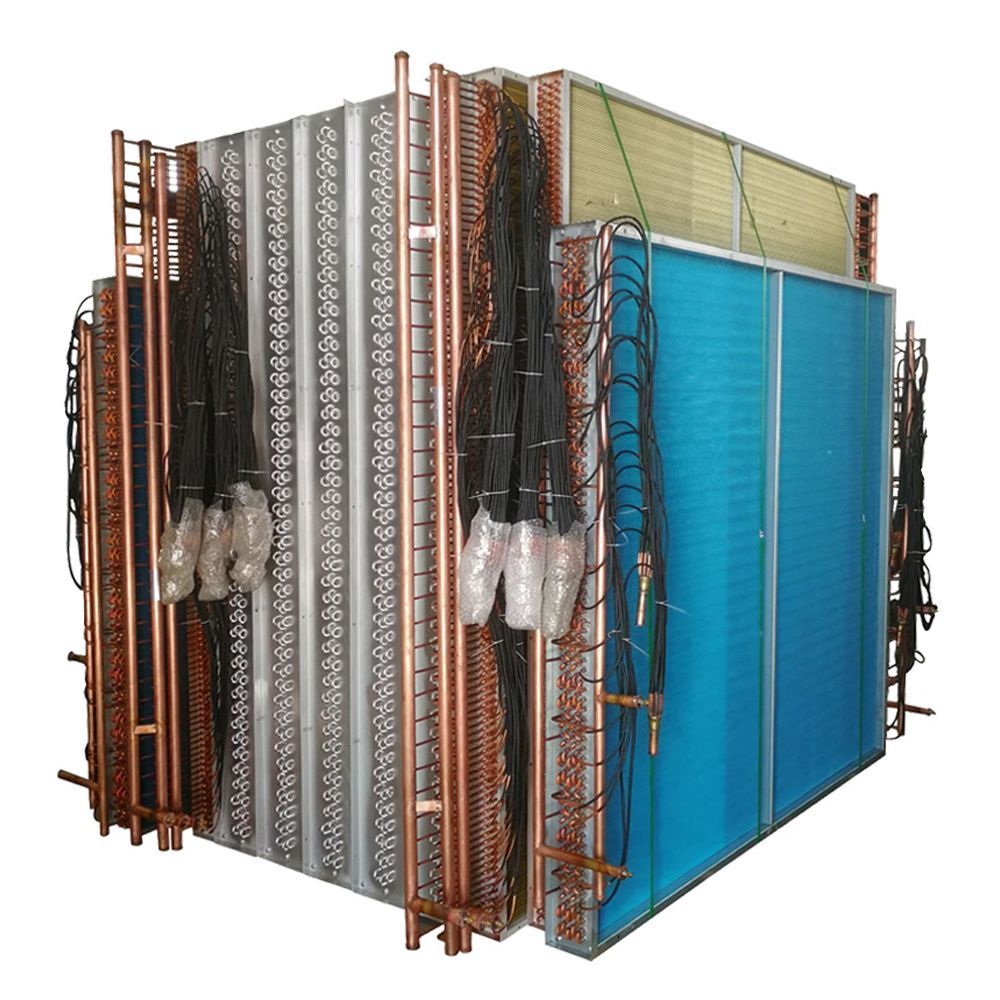
- High Thermal Conductivity: Utilizes copper tubes with aluminum fins or stainless steel for superior heat exchange efficiency.
- Corrosion Resistance: Features anti-corrosion treatment, suitable for various environmental conditions, extending service life.
- Compact Design: Space-saving structure for easy installation and maintenance.
- Versatility: Compatible with various refrigerants (e.g., R134a, R410A, R22).
Technical Specifications
- Material: Copper tubes with aluminum fins / Stainless steel
- Refrigerant Type: R134a, R410A, R22, etc.
- Operating Temperature Range: -50°C to +150°C
- Compatible Equipment: Air conditioners, refrigeration units, heat pump systems

Applications
- Residential Air Conditioning: Split air conditioners, window air conditioners, etc.
- Commercial Refrigeration: Supermarket display cases, cold storage rooms, chillers, etc.
- Industrial Cooling: Cooling systems in chemical, food processing, and pharmaceutical industries.

Product Benefits
- Energy Efficiency: Optimized design reduces energy consumption and operational costs.
- Reliability and Durability: High-quality materials and corrosion resistance ensure long-term stable operation.
- Easy Maintenance: Modular design simplifies cleaning and maintenance processes, reducing downtime.

Installation & Maintenance
- Installation: Detailed installation guidelines and professional technical support ensure proper setup and operation.
- Maintenance: Regular cleaning of fins and system checks ensure efficient operation and long lifespan.





